 Fraunhofer-Leitprojekt E³-Produktion
Fraunhofer-Leitprojekt E³-ProduktionZielsetzung
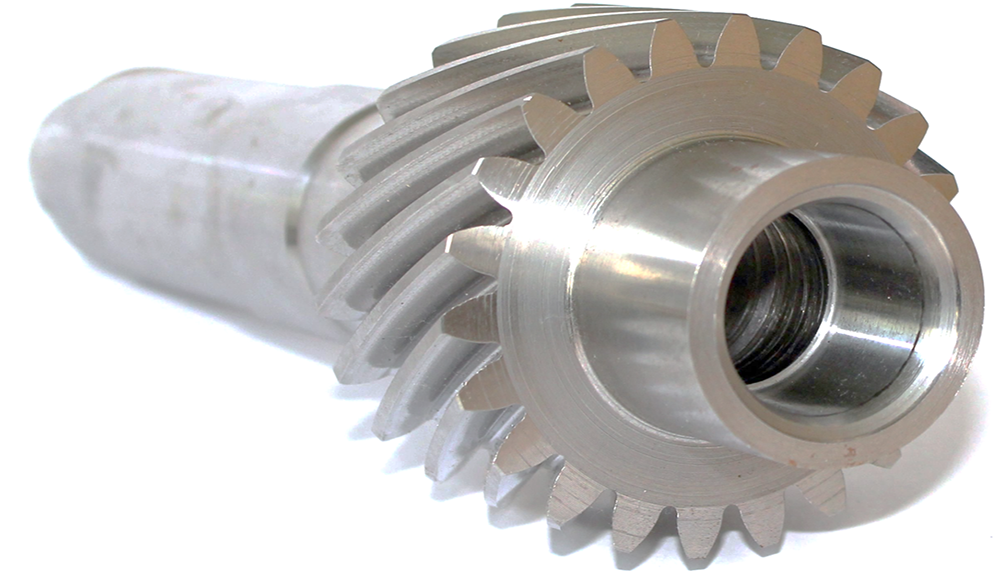
Das entwickelnde Prozesskettendesign soll Energie und Ressourcen im Herstellungsprozess einsparen. Das beanspruchungsgerechte, gewichtsoptimierte Design der zu entwickelnden Getriebehohlwellen beinhaltet essentielle Potentiale für das Gesamtsystem Getriebe hinsichtlich Performance, Gewichtsreduktion und Kraftstoffverbrauch.
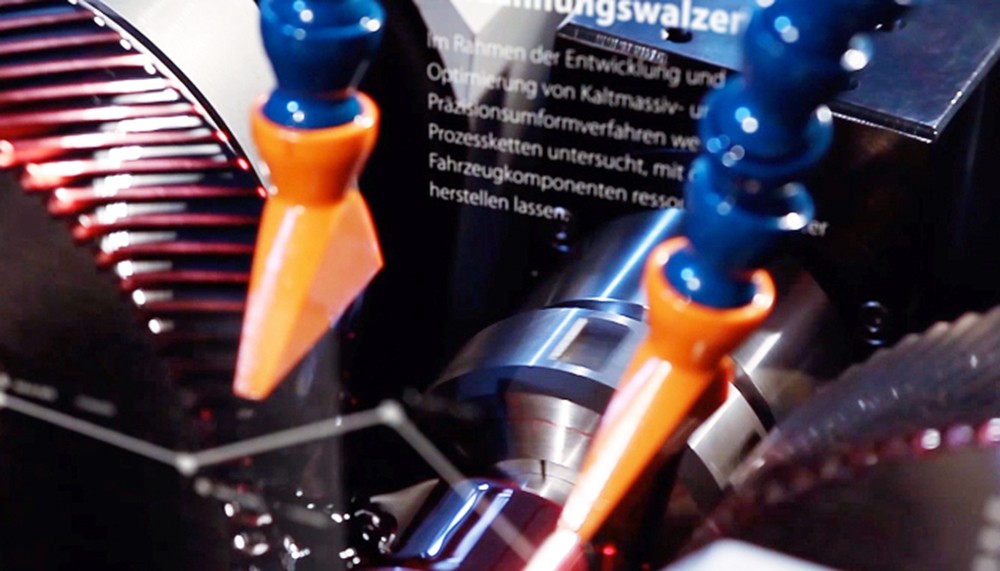
Durch eine neue Fertigungskette werden die energie- und ressourcenintensive Prozesskettenschritte, wie beispielsweise Schmieden, Abwälzfräsen oder Tieflochbohren mit innovativen Technologien, wie dem Verzahnungswalzen, dem Bohrungsdrücken und Fügeprozessen substituiert.